La tintura e la finitura dei tessuti sono processi complessi e sistematici che coinvolgono materie prime, semilavorati, tessitura, tintura e finitura finale. Tra questi, filatura, tessitura e tintura + stampa + finitura sono tre settori relativamente indipendenti.
Principali processi di filatura:
- Apertura e pulizia
- Cardatura
- Pettinatura
- Disegno
- Vagabondo
- Filatura ad anello
Principali processi di tessitura:
- Avvolgimento
- Deformazione
- Dimensionamento
- Disegno in corso
- Tessitura
- Finitura del tessuto
Flusso di lavoro di tintura e finitura:
Preparazione del tessuto → Cucitura → Bruciatura → Preparazione a tampone freddo → Sbozzimatura, lavaggio, candeggio → Mercerizzazione → Pre-fissaggio → Preparazione della pasta → Stampa (schermo piatto o schermo rotante) → Vaporizzazione → Insaponatura → Fissaggio a caldo → Antirestringimento → Calandratura → Ispezione finale e imballaggio
Analisi del processo
1. Bruciatura
Scopo: Rimuove la peluria superficiale per migliorare la levigatezza, la lucentezza e l'aspetto del tessuto. Previene difetti di tintura e stampa non uniformi e migliora le prestazioni anti-pilling, soprattutto per le fibre sintetiche. Il tessuto risulta più pulito e fresco al tatto.
Lotto di cuscinetti freddi: Dopo la bruciatura, il tessuto viene raffreddato e lasciato riposare per oltre 20 ore.
2. Sbozzimatura, lavaggio e candeggio
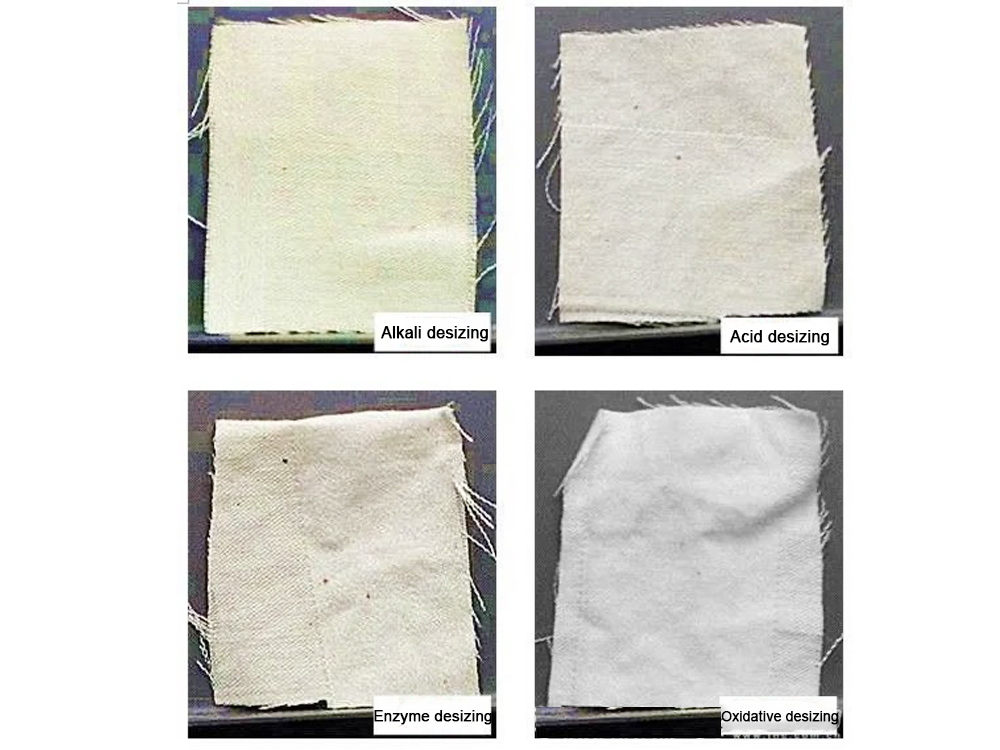
(1) Sbozzimatura
Scopo: Rimuovere gli agenti di apprettatura applicati durante la tessitura per migliorare l'assorbenza, ridurre il consumo di sostanze chimiche e migliorare la qualità del prodotto finale.
Metodi:
-
Sbozzimatura ad acqua calda: Efficace per tessuti apprettati con materiali idrosolubili come alginato di sodio o derivati della cellulosa.
-
Sbozzima alcalina: Adatto per granulometrie a base di amido, utilizzando una soluzione di idrossido di sodio da 10 a 20 g/L a 60-80°C per 6-12 ore.
-
Sbozzimatura enzimatica: Utilizza l'α-amilasi per idrolizzare l'amido senza danneggiare le fibre; rapido ed efficiente.
-
Sbozzimatura ossidativa: Utilizza perossido di idrogeno o perbromato di sodio; è efficace ma deve essere controllato per evitare danni alla cellulosa.
 (2) Sgrassatura
(2) Sgrassatura Scopo: Rimuove le impurità naturali come pectine, cere e residui di semi per migliorare la bagnabilità e la bianchezza.
(3) Sbiancamento
Scopo: Elimina i pigmenti naturali residui per migliorare la brillantezza e preparare il tessuto alla tintura o alla stampa.
Agenti comuni: Ipoclorito di sodio, perossido di idrogeno, clorito di sodio.
3. Mercerizzazione
Processo: Il tessuto si gonfia in modo irreversibile se trattato con una soluzione alcalina forte, trasformando la cellulosa I in cellulosa II.
Fattori chiave:
- Concentrazione di soda caustica
- Temperatura
- Tempo di trattamento
- Tensione applicata al tessuto
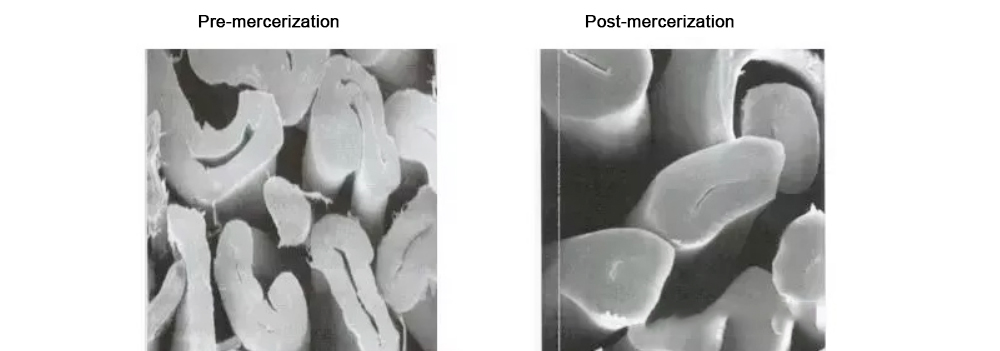
Vantaggi:
- Maggiore stabilità dimensionale e riduzione del restringimento
- Maggiore assorbimento e capacità di assorbimento del colorante
- lucentezza migliorata
- Proprietà meccaniche modificate (ad esempio, resistenza alla trazione ridotta)
Tipi:
- Mercerizzazione a secco: Eseguito a temperatura ambiente su tessuto asciutto. Risultati stabili ma dispendioso in termini di energia.
- Mercerizzazione a umido: Eseguito su tessuto bagnato; consente di risparmiare energia e migliorare l'uniformità, ma richiede un controllo preciso dell'umidità.
- Mercerizzazione caustica a caldo: Migliore penetrazione e assorbimento uniforme degli alcali, utilizzato per tessuti più pesanti.
4. Preimpostazione (impostazione di preriscaldamento)
Scopo: Stabilizza termicamente la struttura del tessuto, elimina le pieghe e migliora la stabilità dimensionale e la levigatezza della superficie.
Condizioni critiche:
- Temperatura (più importante)
- Tempo di trattamento
- Tensione applicata
- Utilizzo di agenti rigonfianti
Nota: Le tonalità delicate (ad esempio grigio, verde militare, cachi) possono cambiare colore a causa del calore e devono essere monitorate dopo la posa.
5. Tintura
Passaggi di base: Adsorbimento del colorante → Diffusione → Fissazione
Tipi di coloranti comuni:
| Tipo di colorante |
Fibre adatte |
Vantaggi |
Svantaggi |
| Coloranti diretti |
Cotone, lino, seta, lana |
Applicazione semplice, basso costo |
Scarsa resistenza al lavaggio/alla luce |
| coloranti reattivi |
Cotone, lino, seta, lana |
Ottima resistenza al lavaggio |
Resistenza moderata all'umidità/acidità |
| coloranti allo zolfo |
fibre di cellulosa |
Buona resistenza al lavaggio/alla luce solare |
Scarsa resistenza allo sfregamento, variazione di tonalità |
| Coloranti dispersi |
Poliestere, nylon, acetato |
Ciclo breve, buona luminosità |
Sensibile all'idrolisi alcalina |
| Coloranti cationici |
Acrilico, poliestere cationico |
Tonalità brillanti, forte intensità |
Profondità limitata |
| coloranti al tino |
Cotone e altra cellulosa |
Ottima solidità complessiva |
Costoso, alcuni colori possono danneggiarsi se esposti alla luce |
Metodi di tintura:
- Tintura del filato: Tintura in matasse, tintura in rocca, tintura su subbio di ordito
- Tintura dei tessuti: Tintura in corda, tintura a jig, tintura a tampone, tintura continua
Fattori chiave:
- Tempo: Sufficiente per la diffusione e la fissazione
- Temperatura: influenza il rigonfiamento delle fibre, la solubilità della tintura, la velocità e la profondità della tintura
- pH: influisce sul comportamento della tintura e sulla precisione della tonalità
- Rapporto del bagno: peso del tessuto rispetto al volume dell'acqua
- Concentrazione del colorante: misurata in g/L, influenza l'intensità e l'uniformità
- Ausiliari e qualità dell'acqua: cruciali per ottenere risultati riproducibili

Solidità del colore: I gradi vanno da 1 a 5, dove 5 è il massimo. I requisiti di solidità variano in base all'applicazione (ad esempio, abbigliamento, tessuti per la casa, ecc.).
Sorgenti luminose standard:
- D65: Luce diurna internazionale (la più utilizzata)
- TL84: Lampada fluorescente per negozi (Europa/Giappone)
- CWF: fluorescente bianco freddo (vendita al dettaglio/ufficio USA)
- UV: per sbiancanti ottici e rilevamento fluorescente
- A: Luce simulata del tramonto, solo riferimento
6. Vaporizzazione e insaponamento
Vaporizzazione: utilizzata dopo la stampa (ad eccezione dei coloranti a base di ghiaccio e dei coloranti solubili in vasca). La vaporizzazione favorisce l'assorbimento dell'umidità, il fissaggio del colorante e la penetrazione nella fibra.
Insaponamento: fase cruciale successiva al trattamento a vapore. Rimuove i coloranti non fissati, previene la rideposizione e migliora la resistenza del colore attraverso l'azione disperdente, chelante e sospensivante degli agenti saponanti.
7. Finitura antirestringimento (sanforizzazione)
Scopo: Riduce meccanicamente il restringimento del tessuto causato dalla tensione interna durante la lavorazione a umido. Aiuta a stabilizzare la larghezza del tessuto e a migliorare la precisione dimensionale.
8. Calandratura, Calandratura elettrica e Goffratura
Calandratura: Utilizza calore e pressione per appiattire la superficie del tessuto o creare sottili linee diagonali.
- Calandratura piana: Rulli duri e morbidi, per una sensazione al tatto liscia e precisa.
- Calandratura morbida: Due rulli morbidi conferiscono una mano più morbida e una lucentezza più delicata.
Calandratura elettrica: Utilizza rulli riscaldati per migliorare la lucentezza.
Goffratura: I rulli metallici incisi imprimono i motivi sul tessuto tramite calore e pressione, ottenendo effetti decorativi.
Nota: A seconda del tipo di tessuto, possono essere applicati anche altri processi, come la scamosciatura, la garzatura, la tosatura, la garzatura o l'ammorbidimento.
9. Ispezione finale e imballaggio
Criteri di ispezione:
- Tonalità di colore
- Larghezza del tessuto
- Sensazione della mano
- Spessore
- Incurvatura/inclinazione
- Difetti di tintura e tessitura
L'ispezione viene solitamente effettuata manualmente prima della piegatura e dell'imballaggio finali.









