La fibra aramidica viene utilizzata negli pneumatici delle biciclette per garantire la resistenza del prodotto e contemporaneamente la leggerezza.
1. Progettazione strutturale di pneumatici antiforatura con strato corto in fibra aramidica
L'aggiunta di uno strato antiforatura in fibre corte di aramide tra lo strato di cordicella e la gomma del battistrada degli pneumatici per biciclette può migliorare efficacemente la resistenza alle forature dello pneumatico. Sebbene oggetti appuntiti come i chiodi possano perforare la gomma del battistrada, quando entrano in contatto con lo strato antiforatura in fibre corte di aramide, quest'ultimo può efficacemente impedire la penetrazione di corpi estranei sotto l'azione della pressione interna dello pneumatico, prevenendo così la foratura della camera d'aria.
2. Applicazione di fibre corte aramidiche nello strato antiperforazione
Considerata la fattibilità della produzione di pneumatici per biciclette con strato antiforatura in fibre corte di aramide, la formula di base dello strato antiforatura adotta la formula della gomma del battistrada per pneumatici per biciclette ampiamente utilizzata nella produzione di pneumatici, e sulla base della formula di base viene studiato l'effetto applicativo di diversi dosaggi di fibre corte di aramide.
2.1 Analisi dell'effetto rinforzante della fibra corta di aramide
I materiali di rinforzo in fibre corte più comuni nei composti di gomma includono fibre di cellulosa, fibre di cotone, fibre di poliestere, fibre di nylon e fibre aramidiche, ecc., che possono tutte migliorare la resistenza del composto di gomma.
Ci sono microfibrille su
polpa di aramide . Dall'analisi morfologica tridimensionale si evince che le microfibrille di polpa di aramide possono rendere più saldo il legame tra la polpa di aramide e la matrice di gomma.
Durante la miscelazione, è difficile disperdere uniformemente le fibre corte di aramide non arricciate e triturate, di lunghezza inferiore a 6 mm. La polpa di aramide con un'elevata superficie specifica (7-9 m²·g-1) è relativamente soffice, soggetta a elettricità statica e non facile da miscelare nella mescola di gomma, con conseguente dispersione irregolare. Per disperdere meglio la polpa di aramide nella matrice di gomma, è possibile miscelarla sotto forma di dispersione o masterbatch. DuPont ha sviluppato una tecnologia brevettata correlata in grado di disperdere meglio la polpa di aramide nella matrice di gomma. Il prodotto realizzato in questo modo è denominato Kevlar®EE.
Gli esperimenti hanno dimostrato che il modulo composito della gomma rinforzata con polpa di aramide Kevlar®EE aumenta con l'aumento del contenuto di polpa di aramide, pertanto questo studio utilizza polpa di aramide Kevlar®EE.
2.2 Effetto del dosaggio della polpa aramidica sull'adesione interfacciale della gomma
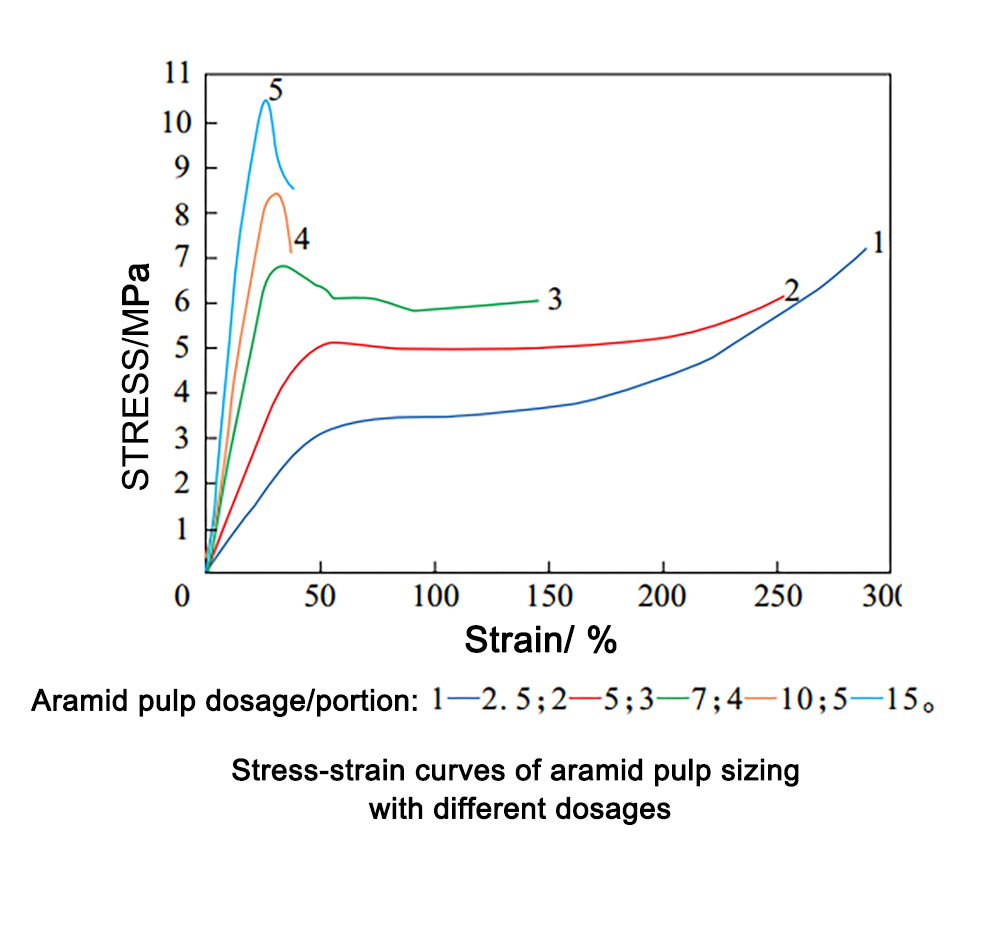
All'aumentare del dosaggio di polpa di aramide, aumentano la resistenza alla trazione e la resistenza allo strappo della mescola di gomma, diminuisce l'allungamento dello scorrimento interfacciale e non cambia l'energia relativa dello scorrimento interfacciale.
Con l'aumentare graduale della forza di trazione esterna, si verifica uno slittamento interfacciale tra la fibra aramidica e la mescola di gomma nello strato anti-inceppamento, che alla fine determina un punto di flesso nella curva sforzo-deformazione. L'energia di slittamento interfacciale relativa della mescola di gomma a base di fibra aramidica è espressa nella curva sforzo-deformazione della mescola di gomma, che è equivalente all'area del triangolo approssimativo racchiuso tra la curva e l'asse orizzontale. L'utilizzo dell'energia di slittamento interfacciale relativa può riflettere in modo più intuitivo l'energia della mescola di gomma per produrre slittamento interfacciale. Sforzo della mescola di gomma caricata con diversi dosaggi di polpa di aramide. Da questa analisi, si può anche concludere che il dosaggio di polpa di aramide ha scarso effetto sull'energia di slittamento interfacciale relativa della mescola di gomma dello strato anti-inceppamento.
3. Preparazione dello strato antiperforazione in polpa aramidica
Il processo di preparazione dello strato antiforatura in polpa di aramide per pneumatici di biciclette comprende la plastificazione della gomma → laminazione → nuova raffinazione del foglio → aggiunta di agente di mescolanza → foglio laminato antiforatura → raffreddamento → taglio.
Attraverso l'analisi, è possibile determinare che i principali fattori che influenzano le prestazioni dello strato antiforatura in polpa di aramide sono il dosaggio della polpa, lo spessore dello strato antiforatura e il tempo di vulcanizzazione dello pneumatico. Dopo la miscelazione della gomma antiforatura in polpa di aramide, questa viene tagliata in fogli di gomma antiforatura di diversi spessori e larghezze mediante una pressa e una taglierina, in base ai parametri del processo di produzione di pneumatici per biciclette con diverse specifiche per l'uso in standby.
4. Analisi dei fattori che influenzano le prestazioni degli pneumatici
4.1 Dosaggio della polpa di aramide
Effetto del dosaggio della polpa di aramide nello strato di gomma antiforatura sulla resistenza del corpo del pneumatico e sulla forza di adesione.
Con l'aumento del dosaggio di pasta aramidica, la resistenza del corpo dello pneumatico aumenta significativamente, con conseguente aumento della resistenza alle forature. Questo perché, con l'aumento del dosaggio di pasta aramidica, il modulo composito della gomma aumenta, aumentando di conseguenza la resistenza del corpo dello pneumatico.
Con l'aumento della quantità di polpa aramidica, l'aderenza del corpo dello pneumatico diminuisce, con conseguente riduzione della durata dello stesso. Questo perché, con l'aumento della quantità di polpa aramidica, l'aderenza della gomma diminuisce, con conseguente significativa riduzione dell'aderenza tra lo strato antiforatura e lo strato di cordicella.
4.2 Spessore dello strato antiperforazione
Effetto dello spessore dello strato antiforatura sulla resistenza e l'aderenza del corpo dello pneumatico.
Con l'aumento dello spessore dello strato antiforatura, la resistenza del corpo del pneumatico aumenta e la resistenza alle forature dello stesso migliora significativamente; l'effetto dello spessore dello strato antiforatura sull'aderenza del corpo del pneumatico non è evidente. Maggiore è lo spessore dello strato antiforatura, maggiore è la resistenza alle forature dello pneumatico, ma aumenterà il peso dello pneumatico, il che non ne favorirà la leggerezza; l'aumento dello spessore dello strato antiforatura aumenterà anche il costo dello pneumatico; uno strato antiforatura eccessivamente spesso non favorisce la dissipazione del calore dello pneumatico e può facilmente causare altri problemi durante la guida.
4.3 Tempo di vulcanizzazione
Temperatura, pressione e tempo sono i tre elementi della vulcanizzazione degli pneumatici, tra cui temperatura e pressione sono solitamente determinati, quindi il tempo di vulcanizzazione è il fattore chiave che influenza le prestazioni dello pneumatico. Il tempo di vulcanizzazione ha un effetto significativo sulle prestazioni dei prodotti in gomma.
Effetto del tempo di vulcanizzazione sulla resistenza del pneumatico e sulla forza di adesione.
Nell'intervallo di vulcanizzazione normale degli pneumatici (8,5-9,5 min), la resistenza dello pneumatico e le prestazioni di adesione fluttuano leggermente; ma quando lo pneumatico è sotto-vulcanizzato o sovra-vulcanizzato, la resistenza dello pneumatico e le prestazioni di adesione diminuiscono significativamente con l'aumento della sotto-vulcanizzazione e della sovra-vulcanizzazione.
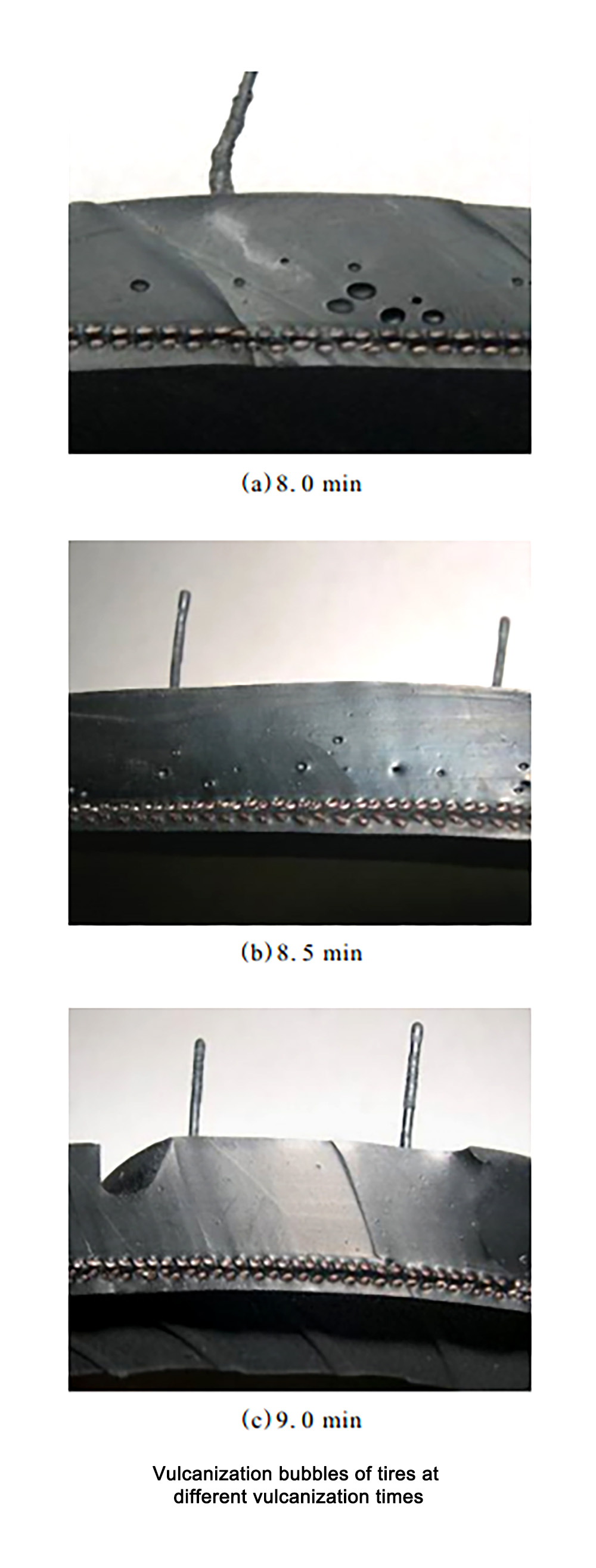
Per determinare rapidamente il tempo di vulcanizzazione positivo di pneumatici con diversi dosaggi di pasta aramidica e spessori dello strato antiforatura, è possibile utilizzare il metodo del tempo critico di bolla. Innanzitutto, vengono chiarite due definizioni. Una è il tempo del punto di bolla, ovvero il momento in cui compaiono bolle nello pneumatico vulcanizzato a una determinata temperatura e pressione; l'altra è il tempo del punto critico di bolla, ovvero il momento in cui le bolle scompaiono quando lo pneumatico vulcanizzato a una determinata temperatura e pressione. Ad esempio: la situazione delle bolle di uno pneumatico con specifiche specifiche a diversi tempi di vulcanizzazione alle temperature e pressioni esistenti è mostrata in Figura 7, e si può concludere che il tempo del punto di bolla dello pneumatico con queste specifiche è di 8,5 min e il tempo del punto critico di bolla è di 9,0 min.
Il tempo iniziale del punto critico di bolla può essere impostato in base a specifiche simili per determinare preliminarmente il tempo del punto critico di bolla dello pneumatico di questa specifica, ovvero il tempo di vulcanizzazione provvisorio meno il tempo di sicurezza. Il metodo effettivo del punto critico di bolla consiste nel vulcanizzare lo pneumatico in base al tempo iniziale del punto critico di bolla. Se non compaiono bolle, il tempo di vulcanizzazione viene opportunamente ridotto (diminuito di 15-60 secondi ogni volta in base alle specifiche specifiche) fino a quando non viene trovato il tempo del punto critico di bolla; se compaiono bolle, il tempo di vulcanizzazione viene opportunamente prolungato (aumentato in base alla posizione e alle dimensioni delle bolle) fino a quando non viene trovato il tempo del punto critico di bolla. Per confermare il punto critico di bolla dello pneumatico, è necessario tagliare lo pneumatico a caldo per osservare se la sezione dello pneumatico (incluso il battistrada degli stampi superiore e inferiore, tra gli strati di cordicella, i cerchi, ecc.) presenta bolle e contrassegnarle. Il tempo di vulcanizzazione positivo è la somma del tempo del punto critico di bolla, del tempo di sicurezza e del tempo influenzato dai fattori stagionali. Secondo l'esperienza, quando il tempo del punto critico della bolla è ≤5, da 5 a 7, da 8 a 14, da 15 a 18 e ≥18 min, il tempo di sicurezza è rispettivamente 1, 2, 3, 4 min e il 20% del tempo del punto critico della bolla.
Conclusione
Sono stati analizzati e confrontati gli effetti di rinforzo delle fibre aramidiche in fiocco e della polpa aramidica sulla gomma, e la polpa aramidica Kevlar®EE è stata utilizzata per preparare lo strato antiforatura degli pneumatici per biciclette. Sono stati studiati gli effetti del dosaggio della polpa aramidica, dello spessore dello strato antiforatura e del tempo di vulcanizzazione sulla resistenza del corpo dello pneumatico e sulle prestazioni di aderenza. Le conclusioni sono le seguenti:
- Con l'aumento del dosaggio della pasta di aramide, la resistenza del corpo dello pneumatico è aumentata in modo significativo, ma le prestazioni di aderenza sono diminuite.
- Con l'aumento dello spessore dello strato antiforatura, la resistenza del corpo del pneumatico è aumentata e l'andamento della variazione della resistenza all'aderenza è diventato irregolare.
- All'interno del normale intervallo di vulcanizzazione degli pneumatici, la resistenza del corpo dello pneumatico e le prestazioni di aderenza oscillavano leggermente; ma quando lo pneumatico si trovava in uno stato di sotto o sovra-zolfo, con l'aumento del grado di sotto o sovra-zolfo, la resistenza del corpo dello pneumatico e le prestazioni di aderenza diminuivano significativamente.














